
Ist ein 3D-Drucker ein Spielzeug ohne Nutzen? Ist er kompliziert? Ist er teuer? Verbraucht er Unmengen von Strom? Fragen über Fragen, Antworten über Antworten! Ein Leitfaden für Anfänger.
Inhalt
- 1 Vorurteile
- 2 Welchen Drucker kaufen?
- 3 FDM?
- 4 SLA?
- 5 Billige Einsteigerdrucker?
- 6 Ausstattung
- 7 Kosten
- 8 Kaufempfehlungen?
- 9 Anschaffungsgründe
- 10 Quellen für Modelle
- 11 Modelle selbst erstellen
- 12 Modelle kleben
- 13 Hilfe?
- 14 Los geht’s!
- 15 Ablauf eines 3D-Drucks
- 16 Begriffserklärungen
- 17 Druckeinstellungen
- 18 Fehler im Druck
- 19 Häufige Fragen (FAQ)
- 20 Call for Action
Vorurteile
3D-Druck ist etwas für Nerds, die im Makerspace sitzen, auf ein Ungetüm aus Streben, Kabeln und Motoren starren und „TÜR ZU!“ brüllen, wenn jemand es wagt, die Tür auch nur einen Spalt zu öffnen und die Raumtemperatur dadurch zu ändern. Vom druckruinierenden Luftzug fangen wir gar nicht erst an.

Ganz eindeutig ist hier ein Experte am Werk! Was sage ich? Eine Koryphäe wissenschaftlichen Ausmaßes ist hier zugange, dem nur das Schicksal den Reinraum mit konstanten Umweltbedingungen versagte.
Nach nur 48 Stunden Druckzeit fällt dann ein kleines Ersatzteil für genau diesen Drucker vom mit Sprühkleber bedeckten Druckbett.
Diese Experten unterhalten sich in einer unverständlichen Sprache, durchsetzt mit Worten wie „Steps“, „Marlin“, „G29“, „Slicer“ und „Extruder“ (was ein hartes Wort, nicht wahr?), „Nozzle“ klingt noch lustig. Aber „Gcode“, „Hotend“ und „Hotbed“ lassen die Oma rot werden. Schweinkram, neumodischer!
Stop!
Nur Vorurteile? Mitnichten! Das alles stimmte, ist aber schon viele, viele Jahre her.
Die Geschichte der 3D-Drucker ist eine Geschichte voller Missverständnisse. Nein, jetzt kommt keine blaue Flüssigkeit. Oder gar rote! 🙂
Vergessen wir bitte einmal alles, was wir über 3D-Druck zu wissen glauben, okay? Das ist fast alles überholt.
Danke.
Die heutigen, aktuellen 3D-Drucker (bitte lesen!) entsprechen diesen Vorurteilen nicht mehr. Das sind normale Werkzeuge. Ähnlich wie eine Stichsäge oder eine Bohrmaschine.
Die kann jeder bedienen, sie sind aber auch nicht wirklich narrensicher oder selbsterklärend. Aber das ist eine Waschmaschine auch nicht, wenn man vorher nie eine gesehen hat. Denke mal darüber nach.
Welchen Drucker kaufen?
Typische Frage.
Die meisten begehen einen typischen Denkfehler bei der Kaufentscheidung.
Ein billiger Drucker ist in der Regel kein Anfängerdrucker!
Billige Drucker sind leider etwas für Leute, die sich auskennen und die auch bereit sind zu basteln. Je besser die Ausstattung ist, desto anfängerfreundlich ist ein Drucker meistens, denn die vielen Helferlein erleichtern den Umgang mit einem 3D-Drucker ungemein.
Zudem muss man ein paar Grundlagen kennen und sich darüber im Klaren sein, was man eigentlich von einem 3D-Drucker erwartet.
FDM?
Hier geht es zunächst um FDM-Drucker. FDM-Drucker sind 3D-Drucker, die Filament, einen Kunststofffaden von der Rolle, bei meist weit über 200 Grad durch eine Düse pressen. Das Filament wird Schicht für Schicht auf eine Druckplatte (Druckbett) aufgetragen. So entsteht ein dreidimensionales Modell. Später dazu aber mehr.
SLA?
Im privaten Bereich gibt es noch SLA-Drucker, die Modelle modellieren, indem ein „TFT-Bildschirm“ in Kunstharz (Resin) getaucht wird, welcher kunstharzhärtendes UV-Licht abgibt und so Schicht für Schicht aushärtet.
Beim Umgang mit Resindruckern ist das Tragen von Schutzkleidung und Atemmaske unbedingt erforderlich. Frisch aus dem Drucker entnommene Modelle müssen durch Waschen in einer Alkohollösung vom Harz gereinigt und anschließend unter UV-Licht vollständig ausgehärtet werden.
Der Lohn für die Mühe sind die Ergebnisse in der Regel um Größenordnungen feiner sind als die von FDM-Druckern. Für Modellbauer im Bereich bis 1:24 sind SLA-Drucker ohne Zweifel die erste Wahl.
Billige Einsteigerdrucker?
Immer wieder liest man, dass die Leute eine Empfehlung für ihren ersten Drucker haben wollen und immer wieder liest man Antworten, die einem die Haare zu Berge stehen lassen und die Leute mehr verwirren, als ihnen helfen.
Wie gesagt, geht es hier um 3D-Drucker, die Filamente verdrucken, nicht um Drucker mit flüssigem Resinharz.
Ein billiger Drucker muss teilweise zusammengebaut werden, hat billige Baugruppen, eine einfache interne Software und ist nicht sonderlich schnell. Er ist nicht so präzise und nicht so leicht zu bedienen wie ein teurerer Drucker. Um gute Ergebnisse zu erzielen, muss man viel ausprobieren, tüfteln, basteln und Geld in die Hand nehmen.
Und das möchte man wirklich einem Einsteiger zumuten, wenn es doch hervorragende Drucker mit gutem Herstellersupport für mittlerweile moderate Kurse gibt?
Ist der Drucker das Hobby oder das Drucken?
Das ist die erste Entscheidung, die ein Einsteiger treffen muss!
Soll sich alles um den Drucker drehen?
Dann kaufe Dir einen billigen 3D-Drucker bis 150 EUR. Den kannst Du bis Ultimo optimieren, schneller und präziser machen und richtig Kohle für gute Komponenten darin versenken. Der Drucker ist nun Dein Hobby.
Alter Schmelzer (Eigenbezeichnung für 3D-Drucker-Benutzer) verlangen, dass jeder Neueinsteiger gefälligst diesen Leidenweg einschlagen müssen. Blut, Schweiß und Tränen müssen fließen, sonst kann man den Drucker auch im Falle eines Defektes nicht selbst reparieren oder warten.
Soll sich alles um das Drucken drehen?
Der Drucker ist ein Werkzeug. Du erwartest von dem Gerät, dass es gute Ergebnisse auswirft. Das wird teurer. Aber weniger teuer, als einen schlechten Drucker zu einem guten Drucker aufzurüsten.
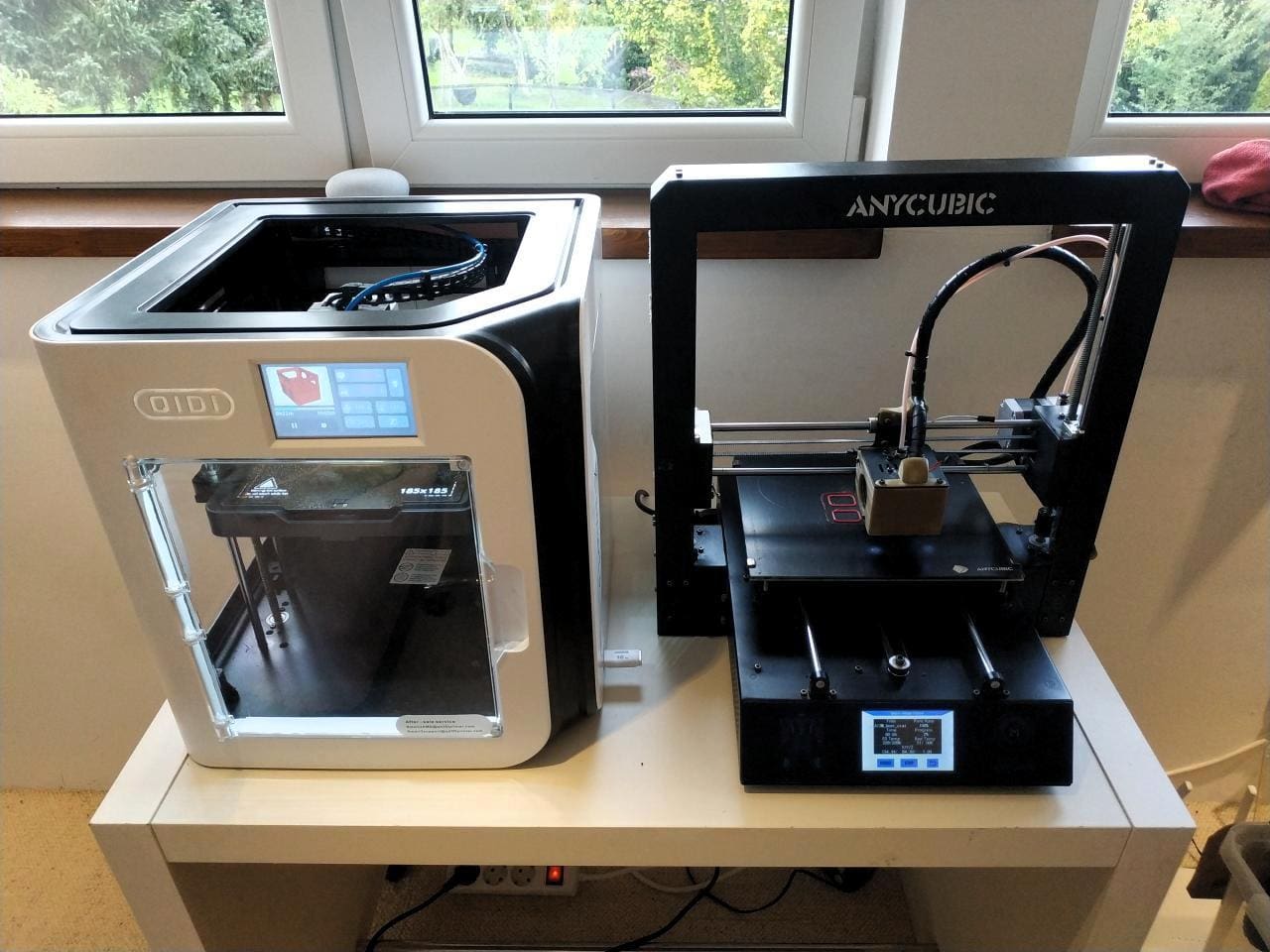
Für Dich kommt die Preisregion ab 300 EUR infrage. Fange ruhig kleiner an. Ein Qidi X-Smart 3 oder ein Bambu Lab A1 Mini sind die Drucker Deiner Wahl. Diese sind schnell und präzise. Sie funktionieren direkt aus der Packung heraus.
Der X-Smart 3 hat die Komponenten der großen Brüder verbaut und ist dadurch sehr präzise, da kleiner ist. Sein Bauraum ist geschlossen, wodurch man selbst ABS, ASA oder Nylon drucken kann.
Hast Du mit einem dieser Drucker Erfahrungen gemacht und benötigst einen größeren Druckraum, kannst Du Dir etwas Größeres und Teureres kaufen. Das ist normal. Jeder, der 3D-Drucken oder 3D-Drucker als Hobby hat, besitzt mehr als nur einen 3D-Drucker.
Was bin ich?
Ich selbst finde mich irgendwo dazwischen wieder. Bastel macht schon Laune, aber wirklich nur, wenn ich es will und nicht, weil der Drucker es verlangt, weil er rumspinnt. Deswegen mag ich meinen Qidi X-Smart 3 so sehr. Der druckt einfach ohne zu murren und die beiden anderen Drucker kann ich dann „optimieren“, was manchmal auch gründlich in die Hose geht.
Drucker für Kinder
Die sind meist ausgesprochen klein und ausgesprochen bunt. Das Heizbett ist unbeheizt, die Mechanik unpräzise, der Druck sehr langsam. Oft sind das Drucker zum Abgewöhnen, auch wenn es löbliche Ausnahmen gibt.
Auf die Größe kommt es an?
Persönlich würde ich tatsächlich einem Anfänger einen Drucker mit einer Bettgröße zwischen 180×180 und 220×220 cm empfehlen. Der nimmt nicht viel Platz weg und ist durch die geringere Größe auch etwas präziser im Druck. Man will schnell gute Ergebnisse erzielen und nicht gleich tagelang riesige Helme für ein Cosplay drucken, unterstelle ich einfach mal.
Geschwindigkeit
Allerdings ist die Geschwindigkeit oft durch das Filament begrenzt. Schnell kann man mit PETG Tough und auch mit PLA+ drucken. Ich selbst drucke mit meinem Qidi X-smart 3 mit Geschwindigkeiten zwischen 160 und 250 mm/s.
Warum nicht mit den maximal möglichen 500 mm/s? Weil meistens die Drucke auch so schnell genug fertig sind, ich dadurch meinen Drucker schone und seine Lebensdauer verlängere.
Filament
Mein PLA von Kingroon macht das auch problemlos mit. Dabei kostet es teilweise deutlich unter 10 EUR die Spule. Qualität muss nicht immer teuer sein.

Ausstattung
Welche Ausstattung sollte ein Drucker mindestens haben? Du bist ein Einsteiger und möchtest nur mit PLA drucken? Da kommt jeder Drucker infrage.
Mindestausstattung
- Beheiztes Druckbett: Ein beheiztes Druckbett ist Grundvoraussetzung, um die Haftung des Filaments auf dem Druckbett zu verbessern und das Risiko von Verzug (Warping) zu verringern.
- Passender Bauraum: Der Druckraum muss so groß sein, dass Deine gewünschten Drucke auch hineinpassen. Einsteigerdrucker haben meistens eine Druckfläche von 220 x 200 mm.
- Geschwindigkeit: Je schneller die Druckgeschwindigkeit, desto weniger muss man auf den Druck warten.
Die Größe des Druckraumes ist in meinen Augen nicht ganz so wichtig. Natürlich sollte es nicht zu klein sein. Auch ich finde Drucker mit 320 x 320 oder gar 400 x 400 mm Druckfläche schon cool, aber wenn ich mir die Druckspuren auf dem Druckbett meines Anycubic i3 Mega ansehe, so nutze ich nicht einmal im Ansatz dessen 220 x 200 mm aus. Folglich schaffte ich mir einen Qidi X-smart 3 mit einem nur 185 x 185 mm großen Bett an.
In der Black Friday Week konnte ich einem Angebot für einen Artillery Sidewinder X2 nicht widerstehen. Ja, der ist schon echt langsam und ja, er benötigt auch tatsächlich noch Feintuning, z.B. leidet mein Exemplar an einer Unterextrusion. Aber er ist wirklich angenehm leise.
Warum muss ein Einsteigerdrucker langsam sein? Die Geschwindigkeit spielt eine wichtige Rolle für die Zufriedenheit mit dem Drucker. Mein Anycubic schafft 50 mm/s, der Qidi aber 500 m/s. Ja, das ist ein theoretischer Wert, bei dem vorrangig die Beschleunigung des Druckkopfes eine wichtige Rolle spielt.
Beim Qidi ertappe ich mich dabei, wie ich ihm beim Drucken zuschaue. Ähnlich dem Starren in eine Waschmaschine. Hier passiert was, hier sieht man den Fortschritt. Beim Anycubic i3 Mega werde ich aggressiv, so langsam druckt das Gerät. Den benutze ich nur noch für Drucke, die über die Nacht laufen können.
Bessere Ausstattungen
- Automatische Bettnivellierung: Eine automatische Bettnivellierung vereinfacht das Nivellieren des Druckbetts.
- Filamentsensor: Ein Filamentsensor erkennt, wenn das Filament während des Druckvorgangs ausgeht, und stoppt den Druckvorgang automatisch. Er kann nach dem Wechsel des Filaments fortgesetzt werden.
- Druckfortsetzung nach Stromausfall: Der Drucker speichert fortwährend den Druckfortschritt, sodass er ihn auch im Falle eines Stromausfalls und eines Neustarts fortsetzen kann.
Gehobene Ausstattungen
- Remote-Steuerung: Eine Remote-Steuerung ermöglicht es, den 3D-Drucker von einem anderen Ort aus zu steuern. Hier kommt meist
- Druckvorschau: Eine Druckvorschau auf dem Display des Druckers ermöglicht es, den Druck vor dem Start zu sehen, um sicherzustellen, dass man die korrekte Datei gewählt hat.
- Resonanzkompensation: Diese verhilft zu besseren Drucken bei höheren Geschwindigkeiten. Die Eigenschwingung des Druckers beim Druck wird kompensiert und die (Eigen-) Resonanzfrequenzen des Druckers vermieden.
- Kameraüberwachung: Sehr angenehm ist eine Kamaraüberwachung, wenn man sich nicht im selben Raum befindet. So hat man den Druckfortschritt immer im Auge. Viele Systeme unterstützen dabei auch die Spaghetti-Überwachung und stoppen den Druck, wenn etwas schiefgeht.
- Lidar-Sensor: Ein Laser vermisst das Druckbett und den Druck zur präziseren Steuerung des Drucks.
Farbdruck
- Mehrfarbdruck: Einige Drucker können zwei oder mehr Farben drucken.
Die billigen Mehrfarbdrucker haben ein normales Hotend mit einer Düse uns einem Extruder. Das bedeutet, dass immer das Stück Filament, dass sich zwischen Extruder und Hotend befindet als Abfall zeitraubend „weggedruckt“ werden muss. Das geschieht meistens in Form eines Quaders neben dem eigentlichen Druck.
Dies ist teuer, umweltunfreundlich, zeitraubend und auch die mögliche Größe des Drucks wird durch den Abfallquarder deutlich reduziert. Dieser kann, je nach Druckobjekt, sogar größer und schwerer als der eigentliche Druck sein.
Auch die Kalibrierung dieser der Farbwechsel ist ein zeitraubender, halber Albtraum.
Es gibt Farbwechselsysteme, die man an normale einfarbige Drucker anschließen kann. Tolle Idee, aber für diese gelten einige Einschränkungen, die auch für billige Mehrfarbdrucker gelten. Bei korrekter Kalibrierung entsteht hier aber weniger Abfall, denn der Filamentmischer schneidet und spleißt (verbindet) die Filamente zu einem einzigen Filamentstrang.
Allerdings vermischen sich die Farben der heißen Filamente im Druckkopf, sodass immer auch ein wenig gemischtes Filament in einen Abfallbehälter (statt einen Abfallquarder) entsorgt wird.
Knackpunkt ist auch hier wieder die zeitaufwendige und nervraubende Kalibrierung. Für mich ist das nichts.
Deutlich besser sind hier teure Mehrfarbdrucker, die über je einen Extruder und eine Düse oder einen Düsenausgang für die jeweilige Farbe verfügen. Keine Kalibrierung nötig und Abfall fällt zwar auch jede Menge an, allerdings wird dieser ausgestoßen und man kann ihn in einem Behälter sammeln. Allerdings sind die Anschaffungskosten mehr als viermal so hoch.
Kosten
Brauchbare 3D-Drucker gibt es im Angebot ab ca. 140 EUR. Wichtig ist nur, dass der Druckraum groß genug für die gewünschten Modelle ist. Ausstattungsmerkmale, die interessant sind, wären: Autoleveling, Directextruder, Klipper und natürlich eine möglichst hohe Geschwindigkeit.
Stromverbrauch
Ja, sicher, ein Drucker mit einem riesigen, offenen Bauraum verbraucht mehr Strom, als ein kleiner, geschlossener Drucker, vor allem, wenn er auch noch schnell ist. Ich gehe einfach von einem Drucker in i3-Bauform mit 220 x220 Druckbett aus. Die sollten immer noch die weitverbreiteten sein.
| Art | Watt | kWh |
| Nintendo Switch | 6 | 0,006 |
| Kühlschrank | 14 | 0,014 |
| Fernseher | 70 | 0,07 |
| 3D-Drucker | 100 | 0,1 |
| PC Office | 100 | 0,1 |
| PS5/Xbox X | 200 | 0,2 |
| PC Gaming | 300 | 0,3 |
| Staubsauger | 900 | 0,9 |
Bauformen
Wir unterscheiden drei Baumformen.
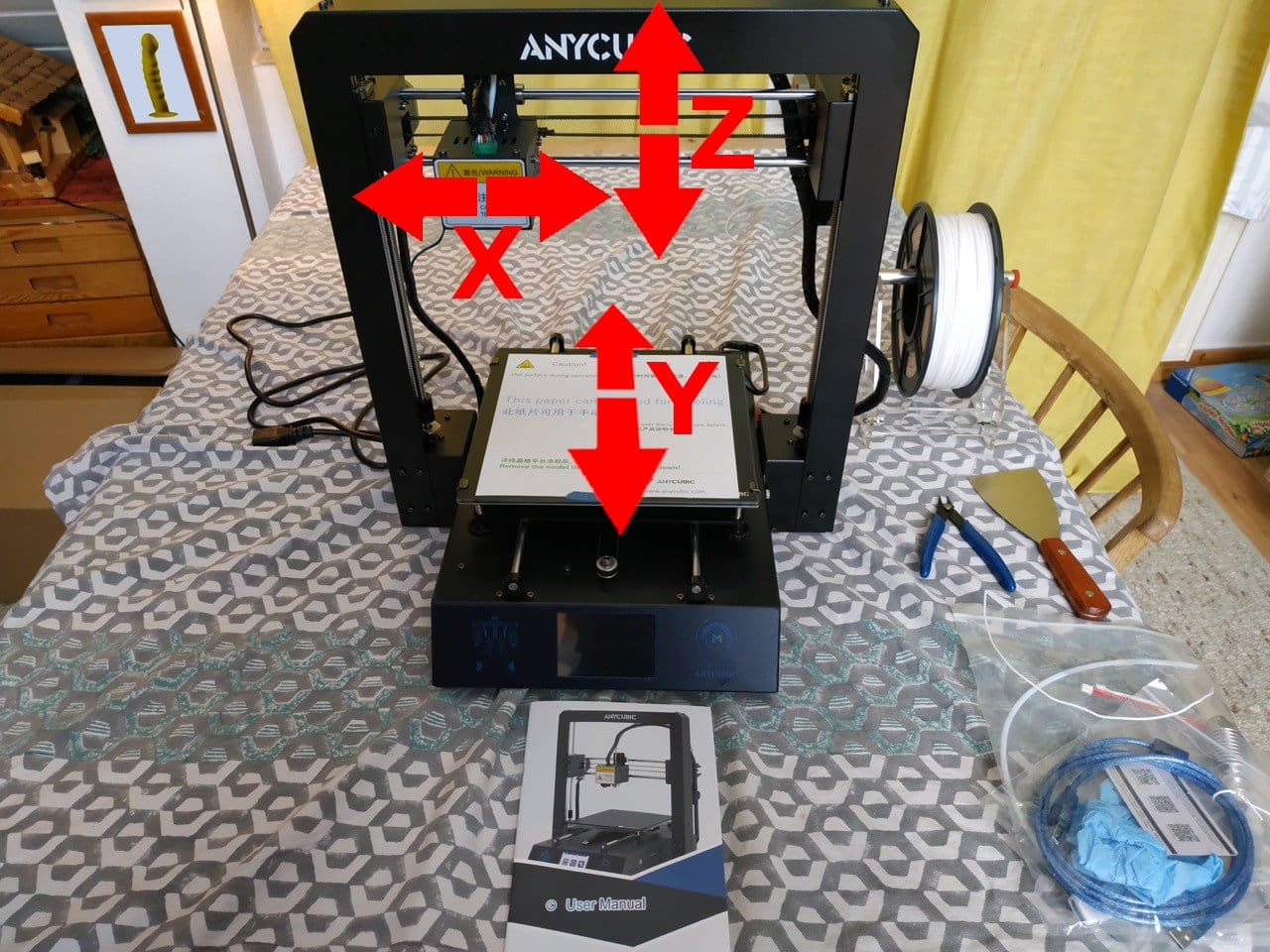
Karteschische 3D-Drucker
… oder i3-Drucker sind die am weitesten verbreitete und günstigste Art von 3D-Druckern. Ihre Mechanik ist einfach nachzuvollziehen und sie können eine gute Druckqualität erzielen. So stellt man sich einen 3D-Drucker vor.
Ein hoher Rahmen (oder nur ein einzelner „Turm“) für die Z-Achse, eine Art Brücke mit dem Druckkopf für die X-Achse und ein Bett für die Y-Achse, das sich vor- und zurückbewegt. Nur diese 3D-Drucker verfügen über ein bewegliches Druckbett. Deswegen nennt man diese Drucker auch abwertend „Bettschubser“.
Karteschische 3D-Drucker sind derzeit noch die am weitesten verbreitete Art von 3D-Druckern und auch die preisgünstigsten.
Einen 3D-Drucker der Reihe Kobra 2 von Anycubic kaufen? Liste mit Kobra-2-Druckern.
Kossel-3D-Drucker
… oder Delta-3D-Drucker sind im Allgemeinen kleiner in der Grundfläche, aber deutlich höher als kartesische 3D-Drucker. Das liegt daran, dass ihre drei langen Arme in einem Dreieck aufgehangen sind und einen Druckkopf gleichzeitig in X-, Y-, und Z-Richtung führen müssen. Daher sind sie um die Länge dieser Arme höher.
Einen Drucker von Flsun kaufen? Liste mit Druckern von Flsun.
Auch wenn Kossel-Drucker kompliziert aussehen und man fasziniert ist, auf welche elegante Art sie drucken, so sind sie doch sehr robust und einfach in der Handhabung.
Jede der drei senkrechten Säulen ist für eine Achse zuständig und zieht oder drückt die anderen Arme in seine Richtung. In der Regel ist die hintere Säule für die Z-Achse, die linke für die X-Achse und die rechte für die Y-Achse zuständig.
Delta-Drucker sind weniger anfällig für Vibrationen, was in der Regel zu einer besseren Druckqualität führt.
Kossel-/Delta-3D-Drucker sind weniger verbreitet als andere Bauformen. Der Grund liegt wahrscheinlich im Vorurteil, sie wären komplizierter in der Handhabung. Dies trifft aber nicht zu.
Core XY-Drucker
… sind kartesische 3D-Drucker, bei denen das Druckbett die Z-Achse und der Druckkopf die X- und Y-Achse bildet. Der Druckkopf bleibt immer auf der gleichen Höhe, während sich das Bett mit dem Druckobjekt absenkt. Die schnell zu bewegenden Massen sind im Vergleich zu kartesischen Druckern deutlich reduziert.
Einen Drucker von Ultimaker kaufen? Liste mit Druckern von Ultimaker.
Core-XY-3D-Drucker bieten eine gute Balance zwischen den Vorteilen von kartesischen und Kossel-3D-Druckern. Die Mechanik ist relativ einfach zu verstehen und zu warten und sie können eine gute Druckqualität erzielen. Sie nehmen im Vergleich zur Druckfläche den meisten Platz ein.
Core-XY-Drucker sind der aktuelle Standard für schnelle und gute Drucke, sie sind aber auch etwas teurer als kartesische Drucker.
Kaufempfehlungen?
Immer wieder dieselben Fragen. Die Leute wollen einen 3D-Drucker empfohlen bekommen, statt sich selbst Gedanken darüber zu machen. Nun gut. Dann will ich mal nicht so sein. Aber Vorsicht! Die Auswahl ist rein subjektiv und ich empfehle im Zweifel die günstigere Alternative, wenn die Daten sich subjektiv marginal unterscheiden.
Habe ich die Wahl zwischen einem kartesischen Drucker und einem Core-XY, dann wähle ich immer den Core-XY, weil dieser meiner Meinung nach einfach besser, und dabei noch schneller, druckt.
Wenn ich mir jetzt einen Drucker im jeweiligen Preissegment kaufen müsste, würde ich diese wählen (Stand Ende November 2023).
Basteldrucker
Für Dich ist der Drucker das Hobby? Du hast Spaß daran, ihn zu optimieren und zu basteln und zu tun? Es ist kein Werkzeug für Dich, sondern ein Dauerprojekt? Der Einstieg wird günstig.
Bis 150 EUR
Anycubic Kobra 2 Neo
Anycubic Kobra 2 Neo: Mittelschneller, mittelgroßer Bettschubser ohne Einhausung. Sieht aus, wie man sich einen 3D-Drucker vorstellt. Gute Qualität. Akzeptable Druckergebnisse mit Optimierungspotenzial. Zweckmäßige Ausstattung ohne Schnickschnack. Genau das, was man sich unter einem günstigen Einsteigerdrucker vorstellt.
Ich würde mir diesen Drucker kaufen, weil er für die Kohle schnell ist und Anycubic schon immer gescheite kartesische Drucker baut.
Bis 200 EUR
Artillery Sidewinder X2
Darf es etwas größer sein? Sidewinder X2! Der ideale Zweitdrucker und ein echtes, aber langsames Arbeitstier, wenn man ihn mal korrekt eingestellt hat. Näheres zu dem Gerät hier. Die Geräte werden günstig abverkauft.
MINGDA Magician Max
Der Mingda Magician Max: Vergleichbar mit dem Artillery Sidewinder X2. Etwas neuer und einen 10er teurer.
Bis 300 EUR
Elegoo Neptune 4 Pro
Elegoo Neptune 4 Pro: Schneller Bettschubser, der mit Klipper daherkommt. Gute Ausstattung mit zwei Bettheizungen, großartiges Gerät für das Geld.
Bis 400 EUR
Creality K1
Der Creality K1 ist ein Core-XY-3D-Drucker mit einer Druckgeschwindigkeit von bis zu 600 mm/s. Er verfügt über ein geschlossenes Gehäuse, das die Temperatur stabil hält und Verformungen verhindert. Der Drucker verfügt über eine Reihe von Funktionen, die hervorragende Druckergebnisse gewährleisten. Ein guter Drucker mit viel Bastel- und Aufrüstungspotential.
Bis 700 EUR
Creality K1 Max
K1 Max: Der größere K1. Schneller Core-XY mit viel Bastel- und Aufrüstungspotential.
Drucker, die einfach so funktionieren
Okay, Du bist ein absoluter Anfänger und kannst auch nicht basteln. Willst es auch gar nicht. Dafür zahlst Du einen kleinen Aufpreis, das muss Dir klar sein.
Bis 300 EUR
Creality Ender-3 V3 KE
Meine absolute Empfehlung für jeden Einsteiger und erfahrenen Schmelzer. Ein mittelgroßer Drucker, der mit Autoleveling und Auto-Z-Offset glänzt. Sehr schnell und mit hervorragenden Druckergebnissen.
Bis 350 EUR
Bambu Lab A1 Mini
Bambu Lab A1 Mini: Schneller, aber kleiner Bettschieber ohne Gehäuse. Klares, technisches Design. Ausgezeichnete Qualität. Ausgezeichnete Druckergebnisse. Hochwertige Ausstattung. Einfach zu bedienen. Aufrüstbar zum Mehrfarbdrucker.
Qidi X-Smart 3
Der Qidi X-Smart 3 ist ein hervorragender 3D-Drucker für alle, die Wert auf hohe Druckqualität legen. Er ist klein, schnell und einfach zu bedienen. Er bietet fast alles, was seine großen Brüden mitbringen, nur eben etwas kleiner und dadurch noch robuster. Das geschlossene Gehäuse sorgt für hervorragende Druckergebnisse, auch mit „schwierigen“ Filamenten. Der Support von Qidi sucht seinesgleichen.
Bis 700 EUR
Bambu Lab P1S
Der Bambu Lab P1S ist aktuell der angesagte Core-XY-3D-Drucker mit geschlossenem Bauraum, Direct Drive Extruder, Dual-Gear Extruder, automatischer Bettnivellierung, Filamentsensor. Er eignet sich sowohl für Einsteiger als auch für erfahrene Anwender, die Wert auf eine hohe Druckqualität legen.
X-Plus 3
Der Qidi X-Plus 3 ist eine gute Wahl für eine Vielzahl von Projekten, die eine hohe Druckqualität und Geschwindigkeit erfordern. Er ist etwas kleiner als der Qidi X-Max 3, aber immer noch groß genug für viele Projekte.
Bis 900 EUR
Bambu Lab P1S Combo
Bambu Lab P1S Combo: Wie der P1S nur ist er außerdem mit einem Automatic Material System (AMS) ausgestattet, mit dem bis zu 4 verschiedene Materialien und Farben gleichzeitig gedruckt werden können. Man kann drei weitere AMS kaufen und kann dann gleichzeitig mit 16 Materialien und Farben arbeiten.
Qidi X-Max 3
Qidi X-Max 3: Großer, robuster Drucker mit hohem Druckvolumen und hoher Druckgeschwindigkeit. Ideal für große Projekte. Hat alles, was auch die anderen Qidis zu großartigen Druckern macht. Perfekter Support inklusive.
Anschaffungsgründe
Ein 3D-Drucker macht einem das Leben in so vielen Bereichen tatsächlich leichter. Ich kann damit Zubehör drucken, das es eigentlich nicht gibt und wenn ich ein Ersatzteil benötige, liefert es der Drucker billiger, schneller und umweltfreundlicher als jeder Onlineshop. Ein solches Gerät macht sich rasch bezahlt.
Und was drucke ich selbst? Eine kleine Auswahl findet Ihr in meiner Kategorie 3D-Druck. Das geht zurück bis auf meinen ersten 3D-Drucker von 2019. Aber erst mit einem modernen Drucker habe ich wirklich Spaß an der Geschichte bekommen.
Ersatzteile
Viele Ersatzteile gibt es nicht (mehr). Andere gibt es nur im teuren Bundle mit anderen Teilen, die nie kaputtgehen.
Von verloren gegangenen Mensch-ärgere-Dich-nicht-Figuren über die Batteriefachklappe eines Nintendo Game Boy Pocket, eines Türgriffs für mein Auto oder einen Griff für einen Korkenzieher bis zu dem Schlauchanschlussstück eines Staubsaugers, gibt es nichts, was ich nicht schon entworfen oder ausgedruckt hätte.
Nachhaltigkeit
3D-Druck ist aktiver Umweltschutz, denn …
- Warum sollte man ein Familienspiel wegwerfen, nur weil Spielfiguren verschwunden sind?
- Warum sollte man ein Radio wegschmeißen, nur weil ein Drehregler abgefallen ist?
- Warum muss ich einen kompletten Staubsaugerschlauch kaufen, nur weil das Anschlussstück abbrach?
- Eine Dichtung für einen Oldtimer ist nicht lieferbar? Drucke Dir die Dichtung aus!
- Die klassischen Opel-Außenspiegel wackeln? Drucke Dir eine neue Halterung aus!
Spaß
Abgesehen davon, dass es kaum etwas Tolleres gibt, als sich selbst ein Objekt zu entwerfen, um es danach auszudrucken – das Schnitzen des 21. Jahrhunderts – macht der 3D-Druck heute richtig Spaß. Man muss nicht mehr wie früher an den Drucker basteln – kann es aber natürlich immer noch, um sie zu „optimieren“.

Quellen für Modelle
Es gibt einige Portale, auf denen man fertige STL-Dateien herunterladen kann. Sehr viele sind kostenlos und von Hobbyanwendern erstellt worden. Komplexe und hochwertige Modelle sind bei einigen Portalen aber kostenpflichtig.
- STL-Finder: Eine Suchmaschine für STL-Dateien.
- Yeggi: Eine weitere Suchmaschine für STL-Dateien.
- Thingiverse: Größtes kostenloses 3D-Druck-Portal, große Auswahl. TOP!
- Fab365: Qualitativ extrem hochwertige Modelle, oft kostenlos. TOP!
- Make it real – Ankermake gute Auswahl an vorgefertigten Modellen, oft kostenlos.
- Printables: Große Auswahl, regelmäßig aktualisiert.
- Pinshape: Kostenlose Open-Source-Modelle.
- Free3D: Große Auswahl, einfache Bedienung.
- MyMiniFactory: Hochwertige Modelle, kuratiert und kostenpflichtig
- Cults3D: Große Auswahl, gute Suchfunktion, viele kostenpflichtige Modelle, die es woanders umsonst gibt.
Du kennst noch mehr gute Quellen? Ab in die Kommentare damit!
Modelle selbst erstellen
Wenn Du eine einfach zu bedienende und kostenlose Software suchst, um einfache 3D-Modelle zu erstellen, ist Tinkercad eine gute Wahl. Ich benutze Tinkercad für alle meine selbst erstellten Modelle. Einige Modelle habe ich veröffentlicht, damit andere diese als Basis für eigene Entwicklungen nutzen können. Die fertigen STL-Dateien findest Du zum kostenlosen Download hier.
Wenn Du eine leistungsstarke und umfangreiche Software für die (semi-)professionelle 3D-Modellierung suchst, greife zu Fusion 360 oder Blender.
- Tinkercad: Bei Tinkercad handelt es sich um eine kostenlose 3D-Modellierungssoftware, die sich durch eine einfache Bedienung und eine webbasierte Benutzeroberfläche auszeichnet. Es ist ideal für Anfänger und bietet eine Reihe von Funktionen, die ausreichen, um einfache 3D-Modelle zu erstellen.
- Blender: Blender ist eine kostenlose und quelloffene 3D-Modellierungssoftware mit einem großen Funktionsumfang. Es ist etwas komplexer als Tinkercad, bietet aber auch wesentlich mehr Möglichkeiten.
- Fusion 360: Fusion 360 ist eine 3D-Modellierungssoftware der Firma Autodesk. Sie ist sehr leistungsfähig und bietet einen großen Funktionsumfang für die professionelle 3D-Modellierung.
- FreeCAD: FreeCAD ist eine kostenlose und quelloffene 3D-Modellierungssoftware mit einem ähnlichen Funktionsumfang wie Blender. Es ist etwas einfacher zu bedienen als Blender, bietet aber nicht ganz so viele Möglichkeiten.
- OnShape: OnShape ist eine Cloud-basierte 3D-Modellierungssoftware, die sowohl kostenlos als auch kostenpflichtig erhältlich ist. Sie bietet einen ähnlichen Funktionsumfang wie Fusion 360, ist aber etwas einfacher zu bedienen.
- SketchUp: SketchUp ist eine kostenpflichtige 3D-Modellierungssoftware, die auf die Erstellung von 2D- und 3D-Zeichnungen spezialisiert ist. Sie ist sehr einfach zu bedienen, bietet aber nicht so viele Möglichkeiten wie andere 3D-Modellierungssoftware.
Modelle kleben
Sehr große Modelle kann man nicht am Stück ausdrucken. Ebenfalls gibt es Modelle, die man schlecht mit Support ausdrucken kann, diese gibt es dann in einer Version für FDM-Drucker, bei denen man die Einzelteile später zusammenkleben muss.
Anfänger fragen sehr oft nach dem idealen Klebstoff für PLA oder PETG.
- PLA: Sekundenklebstoff
- PETG: PVC-Klebstoff
Ich benutze den Sekundenkleber aus dem Tedi, der kostet im Fünferpack einen schlanken EUR.
Hilfe?
Hilfe gibt es im Forum von Drucktipps3d.de. Bitte gehe nicht in irgendwelche 3D-Drucker-Gruppen auf Facebook. Da sind wirklich nur die „echten Experten“ unterwegs, um es mal nett auszudrücken.
Los geht’s!
Du hast den 3D-Drucker aufgebaut und bist, sofern bei Deinem Modell vorhanden, den Anweisungen auf dem Bildschirm des Gerätes gefolgt und hast alle(!) Transportsicherungen entfernt.
Leveln
Nun wird der Drucker Dir sicher erklären, wie Du „leveln“, also den Abstand zwischen Düse und Druckbett einstellen sollst. Das geht über die Menüpunkte „Leveln“ oder Autoleveling“.
Wozu ist das gut? Kann man nicht so drucken? Wieso ist das nicht voreingestellt? Wir sprechen hier von einer üblichen Einstellung in Schritten von hundertstel Millimetern, bis der Abstand zwischen Düse und Druckbett perfekt ist. Das kann man nicht voreinstellen, das würde durch den Transport auf dem Postwege wieder verstellt werden.
Wie das Bedleveling genau durchgeführt wird, hängt von der Bauform Deines Druckers ab. Bitte lies dazu das Handbuch.
Autoleveln
Warum geht das nicht alles automatisch, wenn es doch „Autoleveling“ heißt?
Nun, Autoleving vermisst nur die Unebenheiten in der Druckplatte, beim Leveln bestimmen wir hingegen den Abstand zwischen Düse und Druckbett. Der Drucker kennt nämlich nicht den Abstand zwischen der Düse und der Oberfläche des Druckbetts. Kann er gar nicht kennen.
Der Abstand hängt von vielen Faktoren ab. Eine andere Düse oder eine andere PEI-Platte auf dem Druckbett sind die augenscheinlichsten davon. Aber auch ab Werk weisen die Drucker winzige Toleranzen auf. Die müssen wir im Prinzip vor dem Autoleveling durch ein Leveling bestimmen.
Aber was ist dann Autoleveling?
Das Autoleveling bestimmt die Form der Druckplatte. Diese ist niemals wirklich flach, sondern hat Berge und Täler in zehntel Millimetern, die vermessen werden müssen, damit der Druckkopf der unebenen Oberfläche des Druckbetts exakt folgen kann und das Druckobjekt aus perfekten Layern aufgebaut werden kann und nicht Teile von großen Objekten einen Elefantenfuß bekommen oder sich vom Druckbett lösen. Auch die Oberflächen werden durch Autoleveling gleichmäßiger.

Es gibt tatsächlich Drucker, die „richtig“ Autoleveln können. Diese merken mittels eines Drucksensors, wann genau die Düse das Bett berührt. Aber aktuell haben die allermeisten Drucker einen Sensor. Entweder mechanisch, mit einem Metallstift (BL-Touch), oder elektromagnetisch, mit einem Hall-Sensor, der den Abstand des Sensors (nicht den der Düse!) zum Bett bestimmt
Muss ich vor jedem Druck das Bett leveln?
Herrgott! NEIN! Nur, wenn Du etwa die Nozzel oder die Auflage des Druckbetts gewechselt hast. Und selbst da musst Du das Bett nicht an den Einstellschrauben komplett neu nivellieren, sondern nur den Z-Offset in der Mitte des Betts neu bestimmen. Der Z-Offset ist der Abstand zwischen Nozzle und Druckbett.
Aber wenn der Drucker vor jedem Druck ein Mesh-Leveling durchführen will, dann lass ihn halt machen.
Input Shaping starten
Bessere Drucker verfügen über eine Resonanzkompensation (Input Shaping). Sensoren messen die Eigenresonanzschwingungen des gesamten Systems und eine Software steuert die Achsen und den Druckkopf so, dass diese Schwingungen minimiert werden und der Druck sauberer wird. Siehe dazu auch Ghosting.
Die Resonanzkompensation sollte also unbedingt bei der ersten Inbetriebnahme durchgeführt werden.
Filament laden
Wir heizen die Düse des Druckers auf 220 Grad auf, hängen die Filamentspule an die Halterung und führen das Filament an der dafür vorgeshehenen Stelle in den Drucker ein. Wir schieben es so lange weiter, bis es nicht mehr weitergeht.
Im Menü des Druckers wählen wir den Punkt „Filament laden“ aus. Nun wird das Filament eingezogen und aus der Düse sollte ein dünner Filamentfaden laufen.
Wirklich so kompliziert?
Nein, das klingt nur so. Hier ist ein Video über das Auspacken bis zum Laden des Filaments eines Qidi X-Smart 3. Es ist wirklich so einfach wie gezeigt, obwohl jeder Schritt gezeigt wird.
Einen Drucker von Qidi Tech kaufen? Liste mit Druckern von Qidi Tech.
Druckdatei auswählen
Auf dem mitgelieferten USB-Stick oder der SD-Karte befinden sich einige Demo-Dateien. Diese können wir für den ersten Test direkt ausdrucken.
Filament entladen
Haben wir für diesen Tag alles gedruckt, was wir wollten, oder wollen wir das Filament wechseln, müssen wir es entladen.
Filamente sind hygroskopisch. Ich habe dazu hier etwas geschrieben. Sie sollten trocken aufbewahrt werden. Dazu müssen wir das Filament entladen.
Wir erhitzen wieder die Düse und wählen im Menü „Filament entladen“. Das Filament ziehen wir vorsichtig aus dem Drucker und wickeln die paar Zentimeter wieder sauber auf die Spule und stecken das Ende unbedingt in die an der Spule vorgesehenen Löcher, sodass es sich nicht lockern und auf der Spule verwickeln können.
Die Folge kann sein, dass das Filament auf der Spule verknotet und der Drucker es nicht weiter einziehen kann. Im Zweifel ist ein stundenlanger Druck dadurch ruiniert.
Ablauf eines 3D-Drucks
Das Modell
Ein 3D-Programm exportiert das Modell als STL-Datei, die das Modell mit unzähligen kleinen Dreiecken beschreibt. Der Drucker kann damit nichts anfangen, der will nur wissen, wann er wie seine drei Achsen und den Extruder bewegen soll.
Mundgerecht serviert
Der Slicer schneidet (sliced) das Modell in Schichten und entwirft den optimalen Weg, mit dem der Drucker das Modell in dieser Schicht nachzeichnen soll. Das macht er mit GCode-Dateien.
Alle Drucker sprechen den exakt selben GCode, den jeder Slicer ausgeben kann. Nur sollten natürlich Parameter wie die Geschwindigkeiten und die Größe des Druckraumes an die Fähigkeiten des Druckers angepasst sein. Diese Voreinstellungen nennt man dann „Profil“ eines Druckers.
Jeder Drucker, der mit Filament arbeitet, funktioniert gleich. Er hat Motoren, die die X- (links, rechts), Y- (vor und zurück) und Z-Achsen (hoch und runter) ansteuern. Ein weiterer Motor treibt den Extruder an, der das Filament nach vorn schiebt oder zurückzieht.
Weitere Parameter sind die Heizbetttemperatur, die Temperatur der Düse und die Drehzahl der Lüfter.
Die meisten dieser Parameter kann man bis in das letzte Detail bestimmen. Unter anderem die Beschleunigung, mit der eine Achse bewegt werden soll. Andere, wie das Halten der vorgegebenen Temperaturen, sind in der Firmware des Druckers hinterlegt. Das erledigen Programmroutinen und nicht der eher statische GCode, der nur Befehle enthält, die stumpf nacheinander abgearbeitet werden.
Ganz nach unten, 10 Schritte nach links, 45 Schritte nach vorn, Filament fördern, drei Schritte nach vorn und zehn nach links, Filament stoppen und etwas zurückziehen, schnell 100 Schritte nach hinten und 40 nach rechts, Filament ausgeben und langsam 200 Schritte nach links.
In Wirklichkeit enthält der GCode natürlich schlicht YXZ-Koordinaten, was effektiver als das Beispiel ist. X10, Y20 nach X400, Y50 zeichnet eine leicht schräge Linie.
Aufwärtskompatibel
Man kann ein Modell, das mit dem GCode beispielsweise für einen alten Anycubic i3 Mega geschrieben wurde, auch mit einem modernen Drucker, ausdrucken. Das wird nur nicht so schnell gehen (so langsam wie der Any es eben konnte) und vielleicht auch nicht so schön im Finish sein.
Begriffserklärungen
STL Datei
STL-Dateien werden für den Austausch von 3D-Druck-Modellen verwendet. Ein CAD-Programm, mit dem Modelle entworfen werden, exportiert das zu druckende Modell in eine STL-Datei. Ein 3D-Drucker kann diese Datei, die im Prinzip das Modell aus unzähligen kleinen Dreiecken nachbildet, nicht ausdrucken. Es wird ein Slicer-Programm benötigt, welches das Modell in Schichten schneidet.
Ein 3D-Slicer ist eine Software, die die Informationen in einer STL-Datei verwendet, um die Anweisungen für den 3D-Druck zu erstellen. Ein 3D-Drucker benötigt nämlich Anweisungen, wie er den Druckkopf bewegen soll und wie die genauen Parameter aussehen müssen, um das Filament optimal zu schmelzen und zu extrudieren (aus der Düse zu drücken). Diese Anweisungen sind in einer GCode-Datei gespeichert, die der Drucker versteht.
GCode
Die GCode-Datei kann dann an den 3D-Drucker über das Netzwerk gesendet, auf einen USB-Stick oder eine SD-Karte kopiert werden. Der Drucker verwendet die Informationen in der GCode-Datei, um das Modell Schicht für Schicht aufzubauen, die Konturen und die Füllung nachzuzeichnen.
Infill
Infill, die Füllung des Modells, beeinflusst den Materialverbrauch, die Stabilität und die Druckzeit des Druckobjekts. Die Fülldichte kann von 0 % (vollständig hohl) bis 100 % (vollständig massiv) variieren. Eine höhere Fülldichte ergibt daher ein stabileres Objekt, aber auch einen höheren Materialverbrauch und eine längere Druckzeit. Gleiches gilt für die Form der Füllung. Linien, Kreuze oder gar eine gyroide (dreidimensionale Wellen) Füllung sind nur einige der Möglichkeiten.
Support
Der Support ist eine Stützstruktur, die es in vielfältigen Formen gibt. Wenn Druckobjekte Teile enthalten, die nicht von unten nach oben gedruckt werden können, die Arme einer Figur oder die Nase einer Büste, ist eine Stütze erforderlich. Stützen können ebenfalls verschiedenen Formen haben: Linien, Zick-Zack oder eine organische Baumform. Letzteres bevorzuge ich persönlich.
Rafts, Skirts und Brims
Rafts, und Brims werden verwendet, um die Haftung der ersten Objektschicht zu erleichtern. Rafts sind am stabilsten, aber auch am zeitaufwändigsten. Brims sind weniger stabil als Rafts, aber schneller zu drucken. Skirts sind die einfachste Variante und bieten nur minimalen Halt für das Objekt.
Z-Naht
Die Z-Naht ist eine vertikale Linie auf der Oberfläche eines 3D-Drucks. Sie entsteht, weil der Druckkopf beim 3D-Drucken immer wieder an derselben Stelle beginnt, um eine neue Schicht zu drucken. Die Z-Naht ist ein unvermeidbarer Teil des 3D-Drucks, aber es gibt einige Möglichkeiten, sie zu minimieren oder zu verbergen.
- Eine niedrige Druckgeschwindigkeit verwenden: Dies gibt dem Filament mehr Zeit, sich zu verbinden, bevor die nächste Schicht gedruckt wird.
- Eine hohe Drucktemperatur verwenden: Dadurch wird das Filament weicher und geschmeidiger, so dass es sich leichter verbinden kann.
- Einige Slicer bieten Einstellungen, mit denen du die Z-Naht optimieren kannst, indem du sie zum Beispiel an einer scharfen Kante des Druckobjekts positionierst.
- Benutze des Vase-Mode, wenn das möglich ist.
Wenn du die Z-Naht auf deinem 3D-Druck akzeptierst, kannst du sie auch als Gestaltungselement verwenden. Du kannst etwa die Z-Naht als dekorative Linie verwenden oder als Möglichkeit, die verschiedenen Schichten des 3D-Drucks zu zeigen.
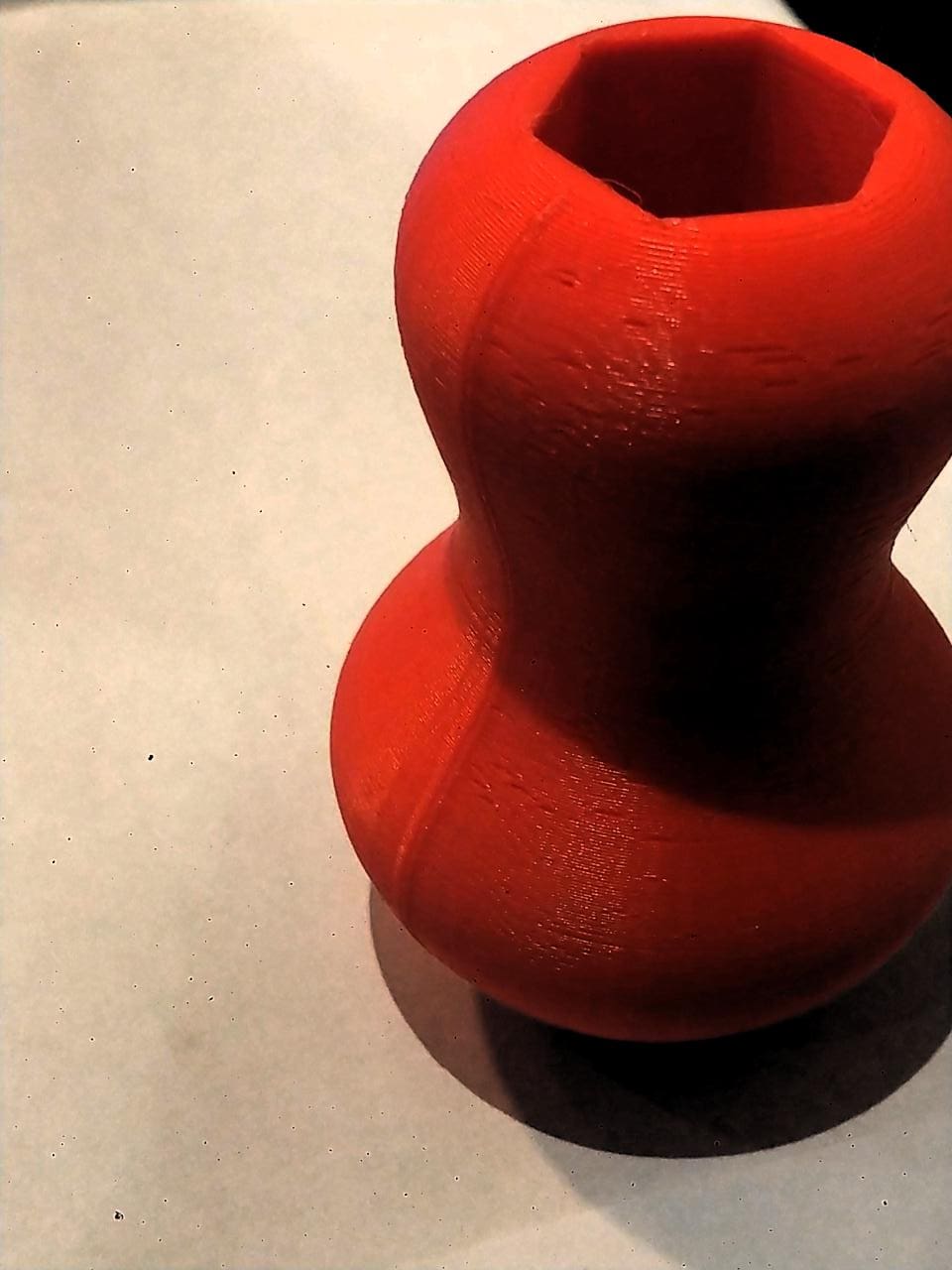
Vase-Mode
Der Vasenmodus ist ein Druckmodus, der verwendet wird, um Objekte mit einer einzigen Linie als Wandstärke zu drucken. Er ist ideal für Objekte wie Vasen, Blumentöpfe und andere Objekte mit zylindrischer Form.
Im Vasenmodus bewegt sich der Druckkopf spiralförmig nach oben und extrudiert dabei kontinuierlich das Filament. Dadurch entsteht eine nahtlose, glatte Oberfläche ohne sichtbare Schichtübergänge.
Um den Vasen- Modus verwenden zu können, musst Du den Vasenmodus im Slicer aktivieren. Normalerweise findest du diese Einstellung in den erweiterten Einstellungen des Slicers.
Hier sind einige Tipps für das Drucken im Vasen-Modus:
- Benutze eine Düse mit größerem Durchmesser. Beispielsweise 0,8 mm und verwende ein Filament mit hoher Festigkeit, damit die Wand dicker und das Objekt druckfester ist.
- Verwende eine niedrige Druckgeschwindigkeit, damit das Filament mehr Zeit hat, sich zu verbinden, bevor die nächste Schicht gedruckt wird.
- Verwende eine hohe Drucktemperatur, damit das Filament weicher und geschmeidiger wird und sich leichter verbindet.
Hotbed
Das Druckbett ist heute beheizt, was die Haftung des Drucks überhaupt erst ermöglicht. Unbeheizte Druckbetten muss man mit Sprühkleber erst griffig machen.
Druckbetten werden unterschiedlich schnell warm. Mache benötigen 1,5 Minuten bis sie Drucktemperatur erreicht haben, andere 5 Minuten.
Hotbed-Oberflächen
Es gibt Druckbetten mit einer Glasoberfläche und welche mit abnehmbaren magnetischen Federstahlplatten, die mit PEI (Polytherimit), Carbon oder ähnlichem beschichtet sind.
PEI bietet eine hervorragende Haftung für verschiedene Materialien, darunter PLA, ABS, PETG und Nylon. Druckobjekte lassen sich leicht vom PEI-Druckbett lösen, ohne dass sie beschädigt werden.
Eine Glasoberfläche lässt sich leicht reinigen und bietet eine gute Haftung – allerdings erst nach einigen Drucken. Die Objekte sollte man erst nach dem Abkühlen der Glasplatte entfernen. Bei korrektem Z-Offset lösen sie sich von ganz alleine.
Nozzle
Düse, durch die das Filament gepresst wird. Standarddurchmesser 0,4 mm. Geringere Durchmesser für feineren, aber langsameren Druck und größere Durchmesser für gröberen, schnelleren Druck.
Materialien:
- Messing für Filamente ohne Beimengungen wie Holz oder Kohlefaser. Diese nennt man nicht abrasive (Material abreibender) Filamente. PLA, PETG und alle anderen reinen Filamente.
- Messing oder Kupfer, nickelbeschichtet für besseren, gleichmäßigeren Durchfluss des Filaments und für die gelegentliche Benutzung abrasiver Filamente wie PLA-Holz oder PETG-CF.
- Edelstahl für häufigen Einsatz abrasiver Filamente
Hotend
Heizelement, welches das Filament weich macht, sodass es durch die Düse gepresst werden kann. Das Hotend besteht in der Regel aus Metall, bessere (schneller und höher aufheizende) Heizelemente bestehen aus Keramik. Damit kann man mehr Filament in kürzerer Zeit aus der Düse pressen. Mit einem Metall-Hotend ist der normale User aber bestens bedient.
Heatbreak
Übergang zwischen dem Eingang des Filaments in den Druckkopf und dem Heatbllock mit eingeschraubten Hotend (Heizelement)
All-Metal-Printhed
Bei diesem Druckkopf sind alle Komponenten aus Metall hergestellt. Billigere Druckköpfe haben auch Komponenten aus Kunststoff integriert, die die maximale Drucktemperatur begrenzen.
Extruder
Der Extruder transportiert das Filament zum Druckkopf und drückt es durch die Düse. Er muss dies sehr präzise tun, sonst wird der Druck unregelmäßig.
Bowdenextruder
Bowdernextruder sollten die Masse des Druckkopfes verringern und wurden deswegen mit einem Bowden (einem PTFE-Schlauch) mit dem Druckkopf verbunden und am Druckergehäuse befestigt.
Hierbei wird das Filament durch den mehr oder weniger langen PTFE-Schlauch zum Druckkopf geschoben. Flexible Filamente wie TPU können damit nur schwer gedruckt werden. Durch das Schieben des Filaments ist der Flow und der Retract ein klein wenig ungenauer als bei Directextrudern.
Bowderextruder werden in günstigen und langsameren 3D-Druckern verwendet. Mit der Entwicklung kleinerer und leichterer Extruder kamen sie wieder aus der Mode und die Extruder wurden wieder im Druckkopf verbaut.
Dierectextruder
Der Directextruder sitzt hingegen direkt vor dem Heatbreak im Druckkopf. Dies erhöht zwar die Masse des Druckkopfs, ermöglicht aber die Verwendung flexibler Filamente, verbessert der Flow und sorgt für einen präziseren Retract.
So gut wie jeder aktuelle und schnelle Drucker verfügt über einen Directextruder.
Dual-Extruder
Es gibt einfache und Dual-Extruder. Beim einfachen Extruder ist nur ein geriffeltes Transportrad vorhanden, bei dualen Extrudern gibt es zwei davon, was einen gleichmäßigeren und schnelleren Vortrieb des Filaments ermöglicht. Es gibt sowohl Direct- wie auch Bowdenextruder mit einem dualen Antrieb.
Filamentsensor
Der Filamentsensor ist ein kleiner Kasten, durch den man das Filament schiebt, bevor es in den Drucker kommt. Wenn das Filament auf der Rolle aufgebraucht ist, stoppt der Drucker und man kann neues Filament einlegen, um den Druck zu retten.
Sehr praktisch und umweltfreundlich, da man nicht abschätzen muss, ob das Filament auf der Rolle noch für den Druck ausreicht und man nicht in Versuchung kommt, eine Rolle mit Resten einfach wegzuwerfen.
Druckeinstellungen
Die Qualität des Drucks hängt von vielen Einflüssen ab. Das mag zuerst kompliziert klingen, aber wenn man bedenkt, wie ein FDM-Drucker funktioniert, ist es einfach und logisch.
Der Slicer achtet immer darauf, dass das verwendete (eingestellte!) Filament mit dem Drucker auch möglichst gut gedruckt werden kann. Das klappt mal mehr, mal weniger gut. Folgendes ist zu beachten:
Layerhaftung
Aus der Düse kommt geschmolzenes Plastik, das sich wie eine Wurst auf das Druckbett legt. Der Kunststoff würde nicht haften bleiben, wenn auf die erste Schicht kein Druck ausgeübt würde. Dies ist vergleichbar mit Silikon oder Acryl, welches ohne Druck in einer Fuge nicht halten würde.
Wir unterscheiden bei der Layerhaftung die Haftung der ersten Schicht mit dem Druckbett und die Haftung zwischen den darauffolgenden Filament-Schichten. Der erste Layer wird normalerweise langsam und mit höherer Temperatur gedruckt, damit das Filament gut am Druckbett haftet und sich nicht verschiebt. Das ist ähnlich wie bei einem Haus: Das Fundament muss stabil und gerade sein, sonst werden die nachfolgenden Stockwerke uneben und schief. Im schlimmsten Fall fällt das Haus zusammen.
Um die Geschwindigkeit und die Temperaturen müssen wir uns keine Gedanken machen, denn das Slicer-Programm stellt diese automatisch nach dem von uns ausgewählten Filamenttyp und der gewählten Layerhöhe ein. Diese Werte lassen sich bei Bedarf anpassen.
Linienbreite
Die Linienbreite ist die Breite der einzelnen Linien, aus denen sich ein gedrucktes Objekt zusammensetzt. Sie wird durch den Durchmesser der Düse und die Extrusionsgeschwindigkeit (Flow) bestimmt.
Die Linienbreite der ersten Schicht ist in der Regel etwas breiter als die der folgenden Schichten, um die Haftung des Modells auf dem Druckbett zu verbessern.
Merke: Bei 100 % Flow kann man eine gleichbleibende Linienbreite von bis zum Doppelten des Düsendurchmessers erzielen.
Linienhöhe / Schichthöhe
Die Linienhöhe (Layerhöhe) bezieht sich auf die Dicke jeder Schicht des ausgedruckten Objekts und wird durch Einstellungen im Slicer festgelegt. Die üblichen Optionen sind „fein“, „normal“ oder „Entwurf“ und
Durchfluss / Flow
Der Flow bestimmt die Menge des Filaments, das innerhalb einer bestimmten Zeit durch die Düse gepresst wird. Er wird in Prozent des Standardwerts angegeben. Wenn der Flow 100 % beträgt, wird die Standardmenge an Filament ausgegeben. Wenn der Flow 120 % beträgt, wird 20 % mehr Filament ausgegeben. Wenn der Flow 80 % beträgt, wird 20 % weniger Filament ausgegeben.
Je höher die Extrusionsgeschwindigkeit (Flow) des Filaments, desto breiter wird die Linie. Die Druckhöhe bezieht sich auf die Dicke jeder Schicht des aufgedruckten Objekts und wird durch Einstellungen im Slicer festgelegt.
Wenn man eine Düse von 0,4 mm und eine Druckhöhe von 0,2 mm verwendet, ist die Linienbreite ungefähr 0,8 mm, wenn die Extrusionsgeschwindigkeit auf Standard eingestellt ist. Eine geringere Geschwindigkeit führt zu einer schmaleren Linie.
Merke:
- Für Objekte mit feinen Details montiert man eine kleine Düse (0,1 oder 0,2 mm) mit einer Linienbreite von 0,2 bis 0,3 mm und einer Schichthöhe von 0,1 mm.
- Für Objekte mit größeren Flächen oder für Objekte, die schnell gedruckt werden sollen, kann eine größere Düse mit einer Linienbreite von 0,4 bis 0,8 mm und einer Schichthöhe von 0,2 bis 0,4 mm verwendet werden.
Retract
Retraction, der Rückzug, ist eine Funktion von 3D-Druckern, die das Filament in der Düse zurückzieht, wenn der Druckkopf eine Bewegung ausführt, ohne dabei Filament zu extrudieren. Dies ist wichtig, um zu verhindern, dass Filament aus der Düse tropft oder Fäden (Stringing) hinterlässt.
Fehler im Druck
Ablösen der ersten Schicht
Jeder kennt es: Die erste Schicht löst sich vom Druckbett, der Drucker druckt in die Luft und es entstehen viele Spaghetti, wenn man es nicht sofort bemerkt. Das kann folgende Ursachen haben:
- Das Bett ist nicht sauber. Staub und Fett sind die Feinde der ersten Schicht. Reinige das Bett mit reinem Alkohol, der mit destilliertem Wasser verdünnt wurde.
- Der Z-Offset stimmt nicht. Der Abstand zwischen Düse und Druckbett ist nicht richtig eingestellt oder hat sich nach einem Düsen- oder Druckplattenwechsel gelöst.
- Das Druckbett ist zu kalt. Unterschiedliche Filamente reagieren unterschiedlich. Ich würde die Temperatur z. B. bei PLA von 60 auf 70 Grad oder bei PETG von 80 auf 90 Grad erhöhen.
- Die erste Schicht wurde zu schnell gedruckt. Einige Slicer sind optimistisch und drucken normales Filament (kein Highspeed-Filament) mit 100 mm/s auf die erste Schicht. Ich würde die Geschwindigkeit auf 50 mm/s reduzieren.
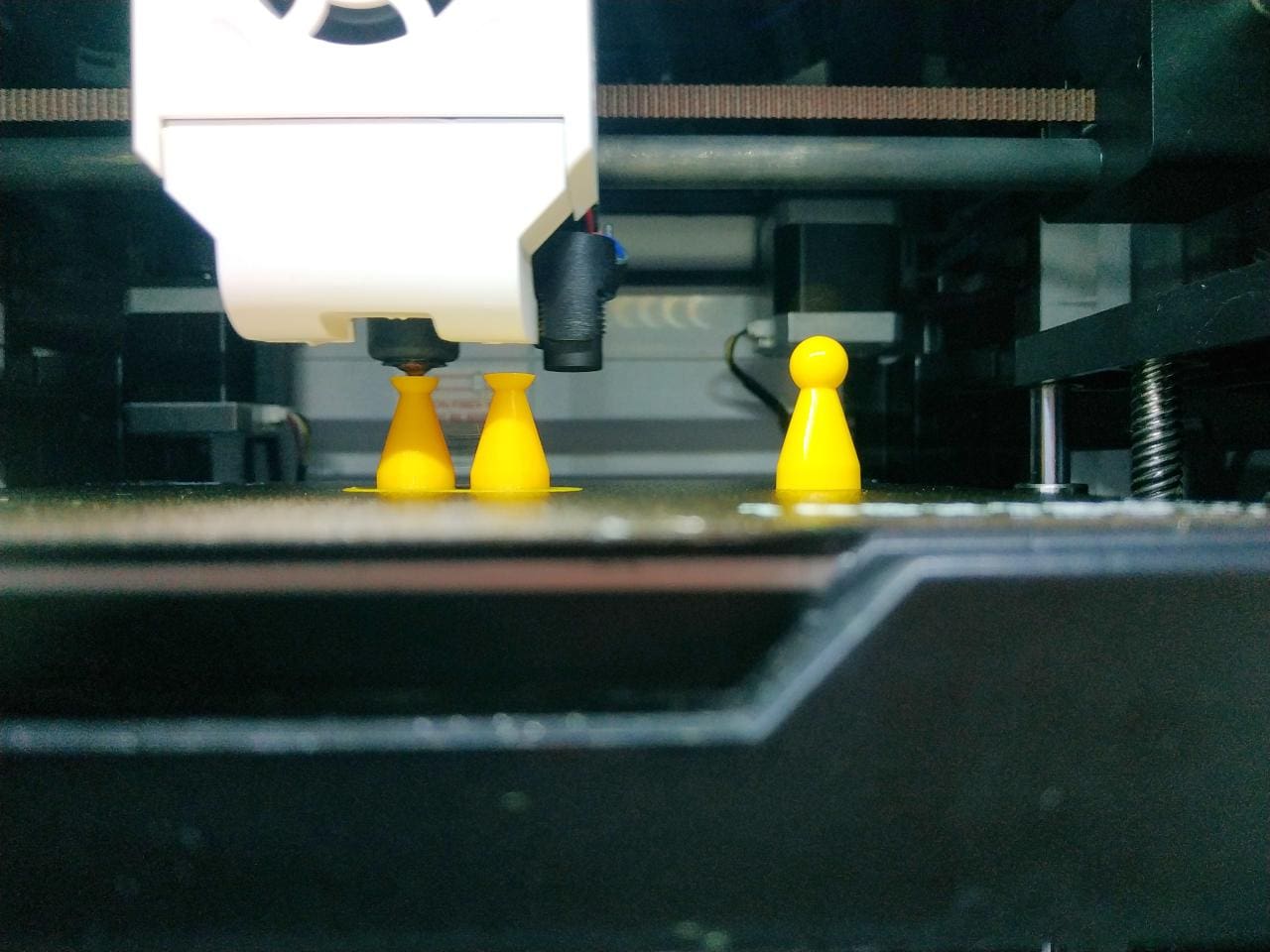
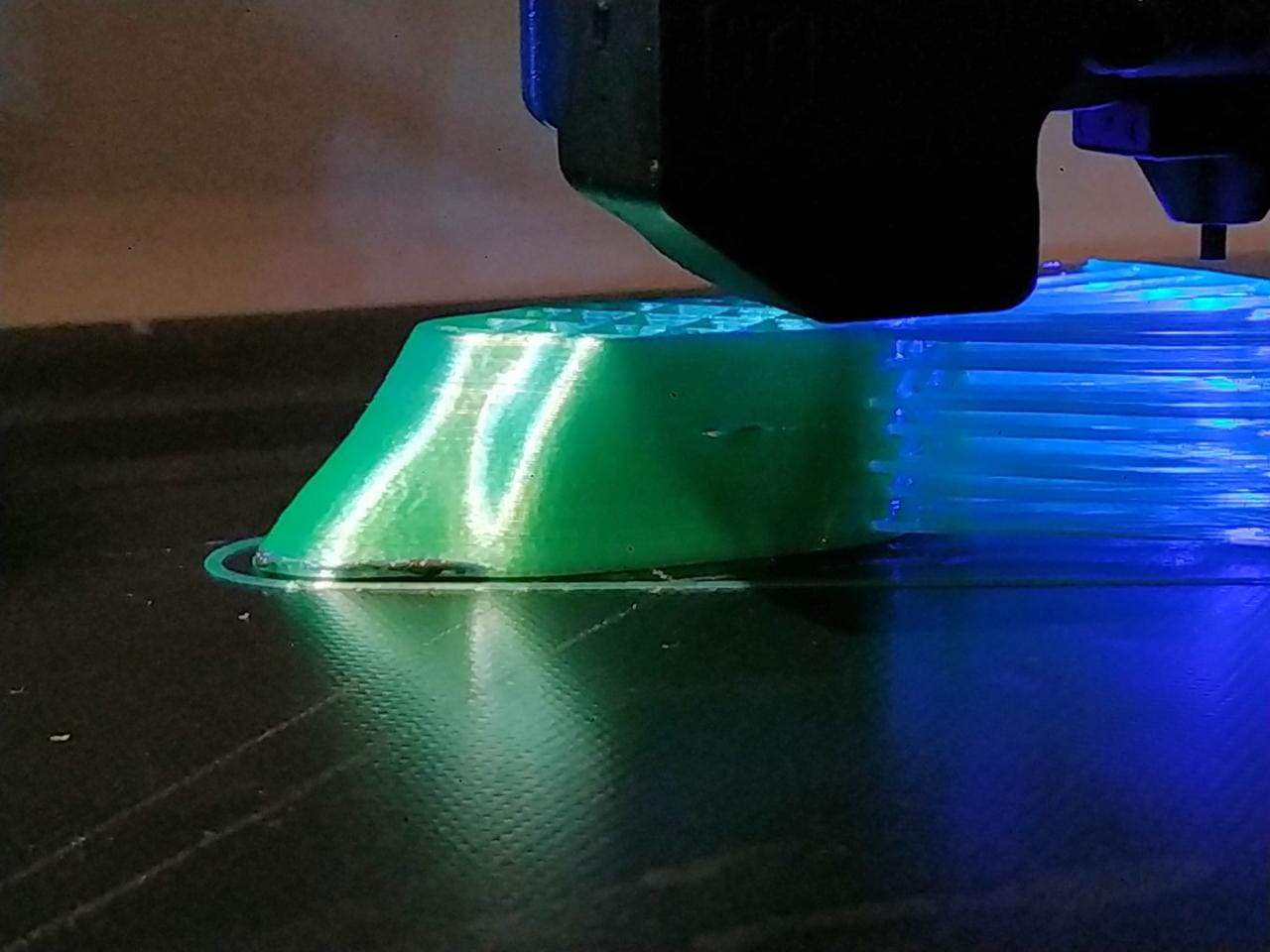
Elefantenfuß

Als Elefantenfuß bezeichnet man einen Wulst um die erste Druckschicht eines Druckobjekts. Dieser entsteht, wenn sich die Düse zu nahe am Druckbett befindet. Abhilfe schafft man, indem man den Z-Offset vergrößert oder komplett neu levelt und dabei den Abstand zwischen Düse und Hotbed etwas größer lässt.
Stringing
Der Druck zieht Fäden. Schuld ist nicht eine Spinne, sondern meist die folgenden Faktoren:
- Das Filament wurde zu heiß gedruckt. Bitte die Vorgaben des Herstellers beachten und die Temperatur des Düse soweit heruntersetzen, bis das Stringing nicht mehr auftritt.
- Zu wenig Retraction. Das Filament wird bei Bewegungen ohne dabei zu drucken nicht genug zurückgezogen. Überschüssiges Filament tritt aus und zieht Fäden. Den Retract schrittweise erhöhen.
Das wurde zu heiß und im Travel zu schnell gedruckt. Die Fäden lassen sich aber recht leicht entfernen und die Reste abflammen.
Das Stringing bei der Carrcassonne-Figur (Meeple) unter „Elefantenfuß“ kann man einfach ignorieren und mit einem Feuerzeug ganz schnell abflammen. Die Figur wurde augenscheinlich ein wenig zu heiß gedruckt.
Warping
Warping, also Verzug, tritt auf, wenn sich die Ecken eines Druckobjekts vom Druckbett lösen.
- Ungleichmäßige Abkühlung: Wenn die Schichten eines gedruckten Objekts unterschiedlich schnell abkühlen, kann dies zu Verzug führen. Dies ist besonders häufig bei Materialien mit hoher Schrumpfrate wie ABS der Fall. Dies liegt daran, dass die kälteren Schichten stärker schrumpfen als die wärmeren, was dazu führen kann, dass sich das Objekt nach oben wölbt. Lösung: einen Drucker mit geschlossenem Bauraum kaufen, eine Einhausung bauen oder eine Einhausung kaufen.
- Probleme mit der Haftung: Wenn das Druckobjekt nicht richtig auf dem Druckbett haftet, kann es sich während des Druckvorgangs verziehen. Man kann die Druckbetttemperatur erhöhen, eine PEI-Platte verwenden oder die Druckbetthaftung mit einem einfachen Pritt-Stift oder mit Sprühkleber verbessern.
- Filamenttemperatur: Wenn das Filament nicht mit der korrektenTemperatur extrudiert wird, kann es sich beim Abkühlen verformen. Verwende die vom Hersteller vorgegebenen Temperaturen für das Hotend und das Hotbed.
Blobbing
Beim Blobbing entstehen kleine Kügelchen im Druck oder auf dem Druckbett.
- Düsentemperatur zu hoch. Das Filament ist zu flüssig und tropft leichter aus der Düse. Düsentemperatur schrittweise reduzieren, bis das Problem nicht mehr auftritt.
- Überextrusion bedeutet, dass zu viel Filament durch die Düse gepresst wird. Dies kann dazu führen, dass das Filament an der Düse klebt und beim Bewegen des Druckkopfes auf dem Druck zurückbleibt.
- Eine unzureichende Kühlung kann dazu führen, dass das Filament nicht schnell genug abkühlt und an der Düse haften bleibt. Die Geschwindigkeit des Bauteillüfters sollte erhöht werden. Generell für bessere Luftzufuhr zum Drucker sorgen.
- Zu wenig Retrection. Das Filament wird bei Bewegungen ohne Druck nicht ausreichend zurückgezogen. Überschüssiges Filament tritt aus und zieht Fäden. Den Rückzug schrittweise erhöhen.
Unterextrusion

Das Gegenteil von Blobbing ist die Unterextrusion. Es wird zu wenig Filament durch die Düse gedrückt, wodurch Löcher im Druck entstehen. Hier sollte man den Flow erhöhen, was recht leicht im Slicer-Programm zu erledigen ist. OrcaSlicer bietet für die Bestimmung der korrekten Füllrate einen Test an.
Wobbleing
Wobbeln äußert sich als regelmäßige Wellen oder Rillen auf der Oberfläche des gedruckten Objekts. Es tritt auf, wenn die Z-Achse des Druckers nicht stabil genug ist.
- Eine zu labile Z-Achse kann sich unter der Last des Druckkopfes leicht verformen. Überprüfe die Schrauben des Druckerrahmens und der Z-Achse und ziehe sie gegebenenfalls nach.
- Unrunde Z-Achsenspindeln können dazu führen, dass der Druckkopf nicht immer auf der gleichen Höhe und X-Position bleibt. Abhilfe schafft hier der Austausch gegen Spindeln besserer Qualität oder die Verwendung von flexiblen Spindelkupplungen.
- Lose Halterungen der Z-Achsenstangen können ersetzt oder verstärkt werden.

Ghosting
Ghosting, das Auftauchen von Geisterbildern, die sich in der Oberfläche des gedruckten Objekts abzeichnen. Diese Strukturen sind oft in der Nähe von scharfen Kanten des gedruckten Objekts zu sehen und wiederholen diese z. B. auf den Seitenwänden des Drucks. Hervorgerufen werden sie durch Eigenresonanzschwingungen des 3D-Druckers.

Bessere Drucker verfügen über eine Resonanzkompensation.
Gegenmaßnahmen:
- Starten der Resonanzkompensationsprozedurs des Druckers (sofern vorhanden).
- Verringern der Druckgeschwindigkeit gibt dem Druckkopf mehr Zeit, Schwingungen abzubauen.
- Verringern der Schichthöhe führt zu einer stärkeren Haftung der einzelnen Schichten, wodurch Vibrationen des Druckobjekts reduziert werden.
- Verwenden eines Antivibrationspads unter dem 3D-Drucker absorbiert Vibrationen und reduziert so Ghosting.
- Verringern der Drucktemperatur führt zu einem schnelleren Abkühlen und Verfestigung des Filaments, wodurch Vibrationen reduziert werden.
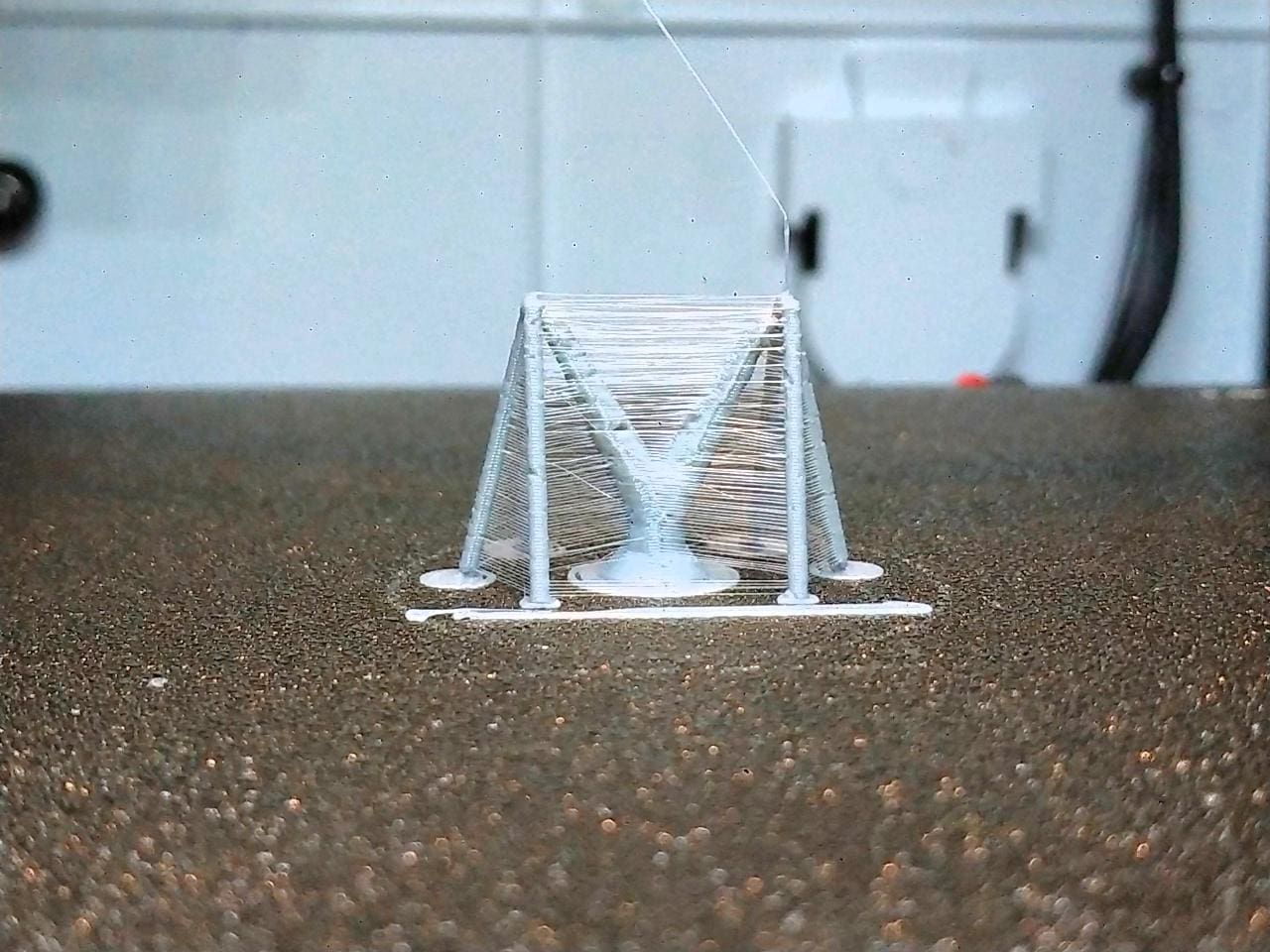
Spaghetti
Klingt lecke, ist aber Mist. Wenn sich das Druckobjekt vom Druckbett löst und von der Düse vom Druckbett geschoben wird, druckt der Drucker in die Luft und dabei entsteht eben ein sehr langer zusammenhängender Faden, der wie ein Berg Spaghetti aussieht. Gleiches kann auch passieren, wenn die Layerhaftung an sich schlecht ist und das Filament nicht am Druckobjekt haftet.
- Verwende die richtige Drucktemperatur: Die empfohlene Drucktemperatur findest du in den Spezifikationen des Filaments.
- Verwende die richtige Druckgeschwindigkeit: Die empfohlene Druckgeschwindigkeit findest du ebenfalls in den Spezifikationen des Filaments.
- Stelle sicher, dass das Druckbett sauber ist und reinige das Druckbett vor jedem Druck mit Alkohol.
- Kontrolliere den Druckkopf auf Verstopfungen: Entferne eventuelle Verstopfungen mit einer Nadel oder einem anderen dünnen Gegenstand.

Häufige Fragen (FAQ)
In den üblichen Foren kommen immer wieder dieselben Fragen, die ich hier gerne mal beantworte. Es ist in Wirklichkeit viel einfacher, als die Leute glauben. Fangen wir mal ganz von vorn an.
3D-Drucker via USB an den Computer anschließen?
NEIN! Auf gar keinen Fall! 3D-Drucker bekommen die Datei über einen USB-Stick, eine SD-Karte oder über das Netzwerk. Ausnahmen gibt es, in denen der Drucker über den USB-Port gesteuert wird, aber auf diesen Rechnern läuft auf keinen Fall Windows!
Wo finde ich einen Treiber für meinen 3D-Drucker?
Es gibt keine „Treiber“ für 3D-Drucker. Der wird nicht an einen Computer angeschlossen. Punkt.
Kann ich einen Drucker auch mit Windows XYZ verwenden?
Ein 3D-Drucker wird nicht an einen Computer angeschlossen. Auf dem Computer läuft ein sogenannter Slicer, das ist ein Programm, dass ein 3D-Modell in Schichten schneidet (slicen) und vorgibt, wie diese Schichten „gemalt“ werden müssen. Diese Programme laufen auf jedem gängigen OS, sogar auf diesem „Windows“.
Autoleveling funktioniert nicht!
Du drückst einfach auf „Autoleveling“ und der Druck löst sich trotzdem? Das ist normal und einzig Dein eigener Fehler. Lies Dir den Abschnitt über Autoleveling noch einmal durch.
Welches Filament muss ich verwenden?
Entscheide selbst! PLA und PETG sind die am meistverbreiteten. In der Regel benutzt man als Anfänger PLA. PLA ist aber auch das Filament, welches ich am meisten benutze.
PLA
- Verwendung: Spielzeug, Haushaltsgegenstände, Modelle, Dekorationsobjekte
- Stabilität: Mittel
- Abriebfestigkeit: Gut
- UV-Beständigkeit: Nicht UV-beständig
- Druckbarkeit: Leicht
- Hitzebeständigkeit: 60–80 °C
PLA ist ein vielseitiges Material, das sich für eine Vielzahl von Anwendungen eignet. Es ist ein relativ sprödes Material, das unter Belastung schneller als PETG bricht, aber dennoch eine gute Stabilität und Abriebfestigkeit aufweist. PLA ist leicht zu verarbeiten und liefert gute Druckoberflächen. Es ist jedoch nicht UV-beständig und sollte daher nicht im Freien verwendet werden.
PETG
- Verwendung: Spielzeug, Haushaltsgegenstände, einfache Ersatzteile, Gegenstände, die mit Lebensmittels in Kontakt kommen
- Stabilität: Gut
- Abriebfestigkeit: Gut
- UV-Beständigkeit: Nicht UV-beständig
- Druckbarkeit: relativ leicht
- Hitzebeständigkeit: 80–100 °C
PETG ist ein weiteres vielseitiges Material, das für Anwendungen geeignet ist, die eine gute Stabilität und Abriebfestigkeit erfordern. PETG ist etwas stabiler als PLA und hat eine etwas bessere Abriebfestigkeit. PETG ist mit geeigneten Druckern auch leicht zu verarbeiten und liefert akzeptable Oberflächen. Es ist jedoch nicht UV-beständig und sollte daher nicht für Außenanwendungen verwendet werden.
ABS
- Verwendung: Spielzeug, Ersatzteile, Modelle
- Stabilität: Sehr gut
- Abriebfestigkeit: gut
- UV-Beständigkeit: nicht UV-beständig
- Druckbarkeit: schwierig
- Hitzebeständigkeit: 90–110 °C
ABS ist ein starkes und haltbares Material, das häufig für Anwendungen verwendet wird, die hohen Belastungen standhalten müssen. ABS ist sehr stabil und hat eine gute Abriebfestigkeit. ABS ist jedoch deutlich schwieriger zu verarbeiten als PLA oder PETG und kann bei hohen Temperaturen spröde werden. ABS ist nicht UV-beständig und sollte daher nicht im Außenbereich eingesetzt werden.
ASA
- Verwendung: Outdooranwendungen, Schutzhüllen (Boxen), Teile im Kfz-Bereich
- Stabilität: Gut
- Abriebfestigkeit: gut
- UV-Beständigkeit: UV-beständig
- Druckbarkeit: schwierig
- Hitzebeständigkeit: 90–110 °C
ASA ist ein ähnliches Material wie ABS, enthält aber kein Butadien. Daher ist ASA UV-beständig und kann im Außenbereich eingesetzt werden. ASA ist auch stabil und hat eine gute Abriebfestigkeit. ASA ist jedoch schwieriger zu verarbeiten als PLA oder PETG und kann bei hohen Temperaturen spröde werden.
Polyamid (Nylon)
- Verwendung: Zahnräder, Schrauben, Getriebe, Sportgeräte
- Festigkeit: sehr gut
- Abriebfestigkeit: sehr gut
- UV-Beständigkeit: Nicht UV-beständig
- Druckbarkeit: sehr schwierig
- Hitzebeständigkeit: 180–220 °C
Nylon ist ein sehr starkes und haltbares Material mit guter Beständigkeit gegen Chemikalien und Abrieb. Nylon ist sehr stabil und hat eine ausgezeichnete Abriebfestigkeit. Nylon ist jedoch etwas schwieriger zu verarbeiten als PLA oder PETG und kann bei hohen Temperaturen spröde werden. Nylon ist nicht UV-beständig und sollte daher nicht im Freien verwendet werden.
Schlussfolgerung
Die Wahl des richtigen Filaments hängt von den individuellen Anforderungen der Anwendung ab. PLA ist ein guter Allrounder für Anwendungen, bei denen es auf gute Stabilität und einfache Verarbeitung ankommt.
Sind 3D-Drucker gesundheitsschädlich?
Die flüssigen Harze, Resine, die man für SLA-Drucker benutzt, sind gesundheitsschädlich. Man sollte solche Drucker nur mit Schutzkleidung und Atemmaske verwenden. Gleiches gilt für Industrie-3D-Drucker, die mit feinen Pulvern und Lasern arbeiten. Aber mit denen hat man als Privatperson selten Kontakt.
Anders sieht es bei den hier besprochenen Druckern aus, die feste Filamente verwenden.
PLA und PETG
PLA und PETG sind zwei der mit Abstand am häufigsten verwendeten 3D-Druck-Filamente.
Es gibt Filamente von Herstellern, die kein reines PLA oder PETG verkaufen. Hier werden zum Teil unbekannte Hilfsstoffe beigemischt. Achte darauf, dass Du nur von renommierten Markenherstellern Filamente beziehst. Die folgenden Ausführungen gelten nur für reine PLA- und PETG-Filamente.
Beide Filamente gelten als relativ sicher, aber es gibt einige Unterschiede zwischen ihnen.
PLA wird aus erneuerbaren Ressourcen wie Maisstärke hergestellt. Es ist daher ein umweltfreundlicheres Filament als PETG, das aus fossilen Brennstoffen hergestellt wird. PLA ist auch etwas leichter und hat eine bessere Oberflächenqualität als PETG.
PETG ist jedoch widerstandsfähiger gegen Hitze und Chemikalien als PLA. Es eignet sich daher besser für Anwendungen, die hohen Belastungen standhalten müssen.
PLA gilt als besonders ungiftig und verursacht keine bekannten Gesundheitsprobleme. PETG kann jedoch geringe Mengen flüchtiger organischer Verbindungen freisetzen, insbesondere bei hohen Drucktemperaturen.
PETG ist lebensmittelecht. Es ist ein thermoplastisches Polyethylenterephthalat, das aus einer Mischung von Polyethylenterephthalat (PET) und Glycol besteht. PET ist ein starkes und haltbares Material, das häufig für die Herstellung von Lebensmittelverpackungen verwendet wird. Glycol ist ein Alkohol, der als Weichmacher wirkt und PET flexibler und elastischer macht.
ABS
ABS ist ein Kunststoff, der aus Acrylonitrile Butadien Styrol besteht. Es ist ein starkes und haltbares Material, das häufig für die Herstellung von Spielzeug, Haushaltsgeräten, Bauteilen und Modellen verwendet wird.
Beim Drucken von ABS können gesundheitsschädliche Stoffe freigesetzt werden, darunter:
- Flüchtige organische Verbindungen (VOC): VOCs sind Gase, die sich leicht von festen oder flüssigen Materialien lösen können. Sie können Augen, Nase und Hals reizen und Atemwegserkrankungen verursachen.
- Ultrafeine Partikel (UFPs): UFPs sind Partikel mit einem Durchmesser von weniger als 100 Nanometern. Sie können sich tief in die Lunge einlagern und zu Atemwegserkrankungen, Herz-Kreislauf-Erkrankungen und Krebs führen.
- Schwermetalle: Einige ABS-Filamente enthalten Schwermetalle wie Blei oder Cadmium. Diese Metalle können sich im Körper anreichern und zu Gesundheitsproblemen führen.
Die Menge der freigesetzten Stoffe hängt von verschiedenen Faktoren ab, darunter:
- Die Drucktemperatur: Je höher die Drucktemperatur, desto mehr VOCs werden freigesetzt.
- Die Belüftung: Eine gute Belüftung kann die Menge der freigesetzten Stoffe reduzieren.
- Die Art des Filaments: Einige ABS-Filamente enthalten mehr VOCs als andere.
ASA
ASA ist ein Kunststoff, der aus Acrylnitril-Styrol-Acrylat besteht. Es ist ein ähnliches Material wie ABS, aber es enthält kein Butadien.
Beim Drucken von ASA können ebenfalls gesundheitsschädliche Stoffe freigesetzt werden, darunter:
- Flüchtige organische Verbindungen (VOC): ASA enthält weniger VOCs als ABS, aber es kann dennoch VOCs freisetzen.
- Ultrafeine Partikel (UFPs): ASA kann UFPs freisetzen, aber in geringeren Mengen als ABS.
- Schwermetalle: ASA-Filamente enthalten in der Regel keine Schwermetalle.
Nylon
Nylon ist ein Kunststoff, der aus Polyamid besteht. Es ist ein sehr starkes und haltbares Material mit guter Beständigkeit gegen Chemikalien und Abrieb.
Beim Drucken von Nylon können ebenfalls gesundheitsschädliche Stoffe freigesetzt werden, darunter:
- Flüchtige organische Verbindungen (VOC): Nylon enthält einige VOCs, aber in geringeren Mengen als ABS oder ASA.
- Ultrafeine Partikel (UFPs): Nylon kann UFPs freisetzen, aber in geringeren Mengen als ABS oder ASA.
- Schwermetalle: Nylon-Filamente enthalten in der Regel keine Schwermetalle.
Maßnahmen zum Gesundheitsschutz
Um Gesundheitsrisiken durch 3D-Drucker-Filamente zu minimieren, sollten folgende Maßnahmen ergriffen werden:
- Nur Filamente von vertrauenswürdigen Herstellern verwenden.
- Bei niedrigen Temperaturen drucken.
- In einem gut belüfteten Raum drucken.
- Trage einen Atemschutz, wenn du in der Nähe eines 3D-Druckers arbeitest.
- Benutze einen 3D-Drucker mit geschlossenem Gehäuse. Installiere einen Aktivkohlefilter. Der Filter kann flüchtige organische Verbindungen aus der Luft filtern.
- Den Raum, in dem gedruckt wird, regelmäßig lüften.
- Reinige den 3D-Drucker regelmäßig. Schmutz und Ablagerungen können die VOC-Emissionen erhöhen.
Call for Action
Du hast Kritik, möchtest etwas Ergänzungen oder korrigieren? Ab in die Kommentare damit.
Kann es sein, dass Dein RSS-Feed kaputt ist? Seit dem „RDKS für den Twizy“ hat der sich nicht mehr aktualisiert …
Hallo Jens, entschuldige, das war meine Schuld. Der Feed ist wieder aktiv. Sorry.Gruß Michael